A digital assistant from Evonik objectively quantifies coating defects for greater efficiency.

There are many reasons for developing new formulations in the coatings industry. The needs and requirements of end users and OEMs can change – for example, when new color systems are developed that require new ingredient formulations, or when traditional ingredients are replaced by environmentally friendly alternatives.
The development of new formulations in the laboratory typically involves the analysis and evaluation of coated samples. Surfaces are examined and compared for visual defects such as cracks, bubbles and craters, which are deep indentations in the coating film. This process typically involves visual evaluation of samples by laboratory personnel. Formulations are applied to different substrates and evaluated according to relevant criteria to select the best formulation for the application. Various subjective grading systems, such as school grading systems, are commonly used in this process. This can be very time-consuming, especially for large, comprehensive test series, as a large number of samples must be carefully compared and evaluated. The results are also highly subjective, as the visual assessment is based on an individual's judgment. A quantifiable and reproducible result is therefore hardly possible. In some cases, extensive test reports are produced after manual evaluation. All in all, this process takes up a lot of time that could be used more efficiently by laboratory staff.
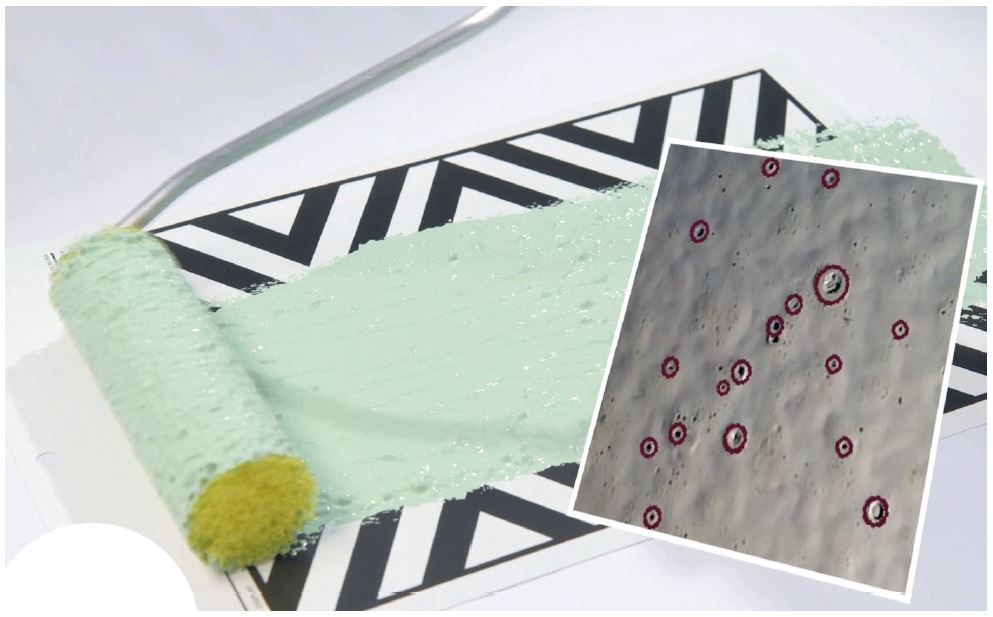 Preparation of samples for foam detection.
Preparation of samples for foam detection. Detection of craters and incompatibilities.
Detection of craters and incompatibilities.Computerized defect quantification in seconds
Computer vision can be used to obtain objectively comparable results and increase efficiency. This technology is already used in consumer electronics, autonomous driving, and medical applications.
A typical task is object recognition. This process involves recognizing and classifying different objects in an image. The data can also be used for further calculations, such as analysis of the recognized area. The challenges of manual sample evaluation can be overcome by applying computer vision techniques to images of coating samples.
Our company has developed a tool for digital analysis of coated test samples. "COATINO® Defect Detection" accurately and objectively detects and evaluates coating defects. The system provides quantifiable results within seconds. It currently measures four types of defects: micro-foam, macro-foam, cratering and incompatibilities, which are relevant to the evaluation of defoamers. Initially developed for pigmented systems in the architectural sector, the long-term objective is to develop the software into a universal tool for more industries and defect types. When laboratory personnel wish to use computer-aided defect detection, they select the defect(s) the tool should analyze.
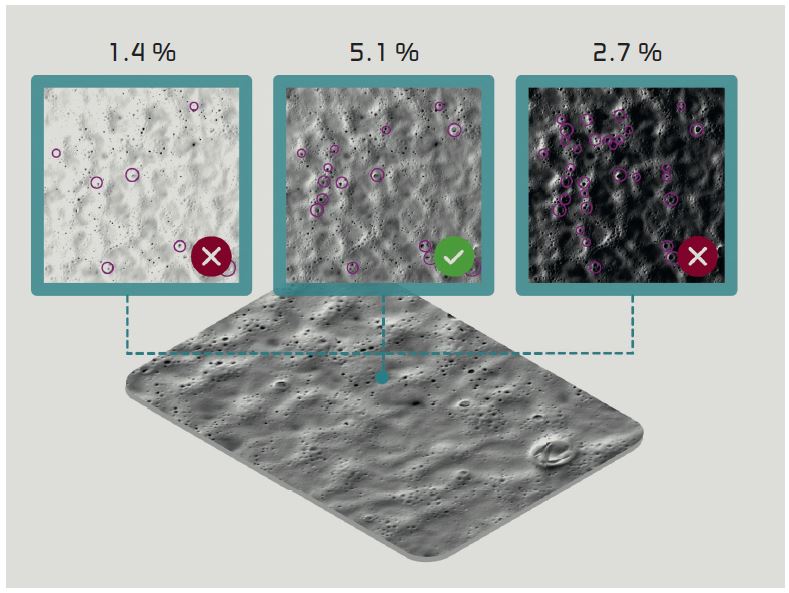 High image quality required for optimal results.
High image quality required for optimal results.They then photograph the test formulations one at a time with a camera connected to the computer. Within seconds, the tool displays the percentage of the photographed area affected by the selected defect. A bar graph and markers identifying the defects on the photographed sample are also displayed. The tool is browser-based, so no software needs to be installed.
Computer Vision boosts efficiency
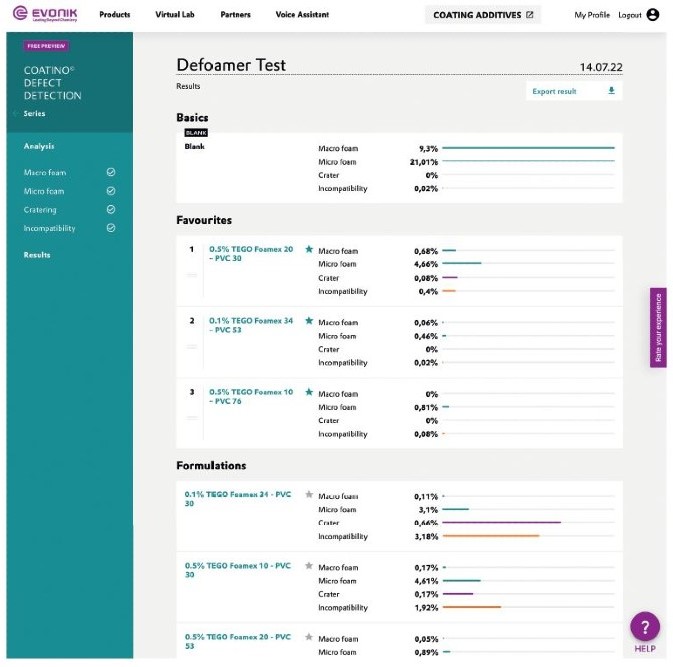 Overview of test results for formulations and defect types.
Overview of test results for formulations and defect types.Even larger test series can be evaluated much more quickly with this form of digital support than is possible with manual analysis. For example, in a laboratory series of 50 samples, a manual evaluation of all relevant defect types can take up to 5 hours; with the help of computer vision, this can be done in 1 hour. It is important to note that the benefit increases with the number of samples to be evaluated. Manual evaluation involves comparing each sample with many other samples, and the time required increases almost exponentially with the number of samples. By contrast, there is only a linear increase in time for computer vision-based analysis. The use of computer vision for defect detection turns subjective impressions into precise, structured data that enables a transparent decision on what is objectively the best formulation.
This is documented in the tool and can be reproduced and accessed at any time. The results of all test series and all data collected by the tool over time are retained and can be compared with new results. This history remains available even after the physical samples have been disposed of.
This helps maintain visibility and saves time by eliminating the need to repeat test series. There is also an environmental benefit, as it allows laboratory staff to conserve raw materials and avoid unnecessary waste. The digital tool has the potential to facilitate collaboration between different geographical locations, allowing remote assessment of coating damage. All parties would have direct access to photos, figures and diagrams, giving them an objective idea of what the best formulation looks like.
The tool can objectively measure the amount of defects present. As a result, better performing formulations from selected sustainable raw materials can be developed faster and with greater precision and accuracy. The result is that the digital lab operates in a more efficient, cost-effective, and sustainable manner than could be achieved with traditional methods. In addition to significant savings in raw and other materials, human resources can be used more efficiently, and well-trained lab personnel can focus on their technical expertise and drive innovation.