Os avanços tecnológicos realizados nos últimos anos na produção de tintas em pó propiciaram a inclusão de novos pigmentos com uma ampla gama de efeitos metálicos; a oferta desses produtos gerou maior competitividade com os acabamentos líquidos de vanguarda.
As mais modernas tecnologias de bonderização, processo pelo qual os pigmentos de efeito metalizado são fixados às partículas de pó, ajudam a incrementar a porcentagem de pigmentos perolados ou metalizados e atingir níveis de acabamento impensáveis há dez anos.
Para a Adapta, empresa que sempre focalizou no mercado de produtos especiais e tintas funcionais, o aperfeiçoamento contínuo dos acabamentos de efeito metalizado, tanto nas formulações quanto nos processos produtivos, foi um dos principais compromissos estratégicos. Atualmente a empresa dispõe de uma equipe altamente qualificada para o controle e execução destes processos que, junto com uma política rigorosa de invariabilidade na distribuição dos produtos aos misturadores, consegue grande homogeneidade em cada lote e um grau de reprodutibilidade da cor elevadíssimo entre as ordens de produção.
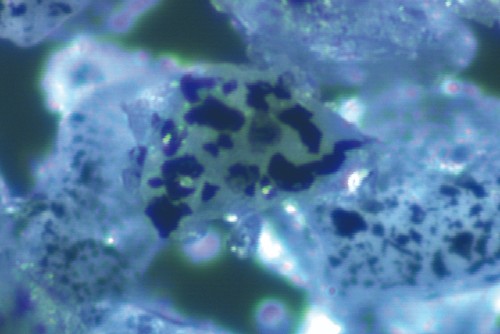 Partícula de pó com partículas aderentes de alumínio azul.
Partícula de pó com partículas aderentes de alumínio azul.Os últimos avanços da tecnologia de bonderização Adapta Bonding System, respondendo aos crescentes níveis de exigência de acabamentos de efeito metalizado por parte de alguns clientes mais inovadores, determinaram níveis de bonderização bem próximos a 100%. Deve-se notar que a obtenção de alguns efeitos metálicos ou amostras de tintas já desenvolvidas são incompatíveis com altos níveis de bonderização, como acabamentos cintilantes ou "sparkles", que incorporam partículas de efeito metálico acentuado.
A tendência atual do mercado, onde há uma crescente demanda por esses acabamentos de efeito metalizado, facilita a oferta de produtos que podem ser bonderizados. Tanto uma simples mistura a seco, quanto o mais avançado dos processos de incorporação de partículas, conferem à pintura em pó o adjetivo de bonderizado, portanto, o aspecto diferencial, ou crítico, na hora da compra desse tipo de produto é o percentual de partículas de efeito metálico que conseguiram aderir às partículas de pó. Nas imagens é possível observar vários graus de bonderização do mesmo produto, com diferentes parâmetros no processo de bonderização.
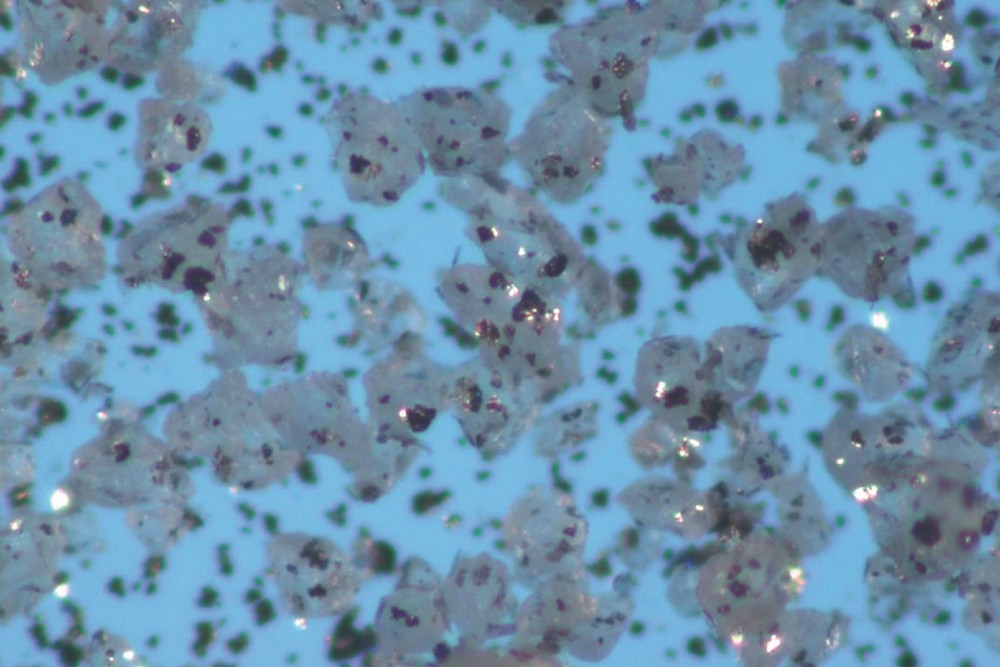 O produto com baixo grau de bonderização.
O produto com baixo grau de bonderização.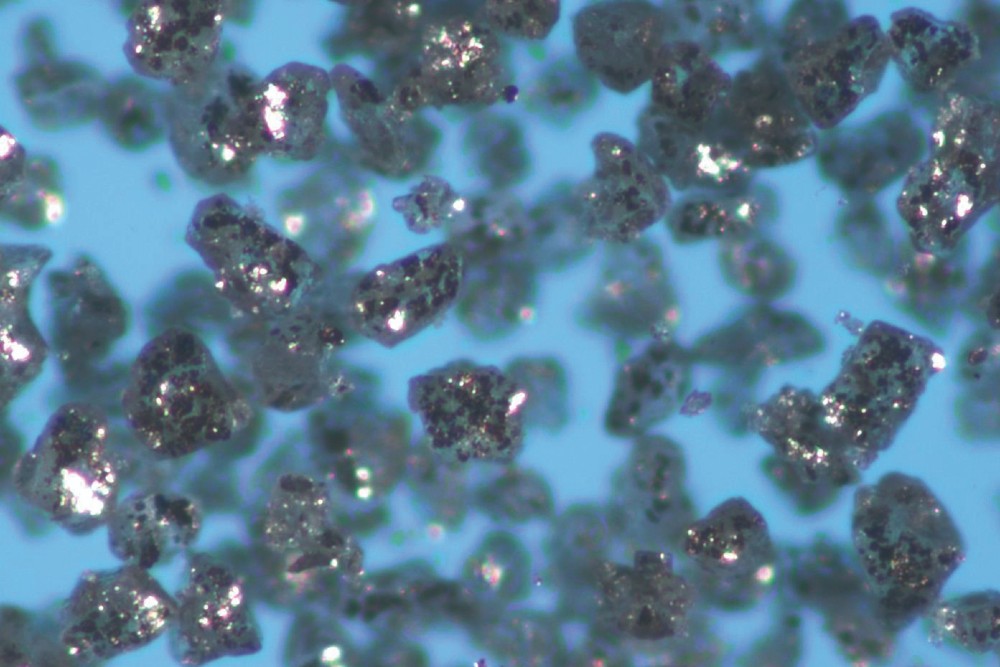 O produto com alto grau de bonderização.
O produto com alto grau de bonderização.Na imagem da direita é possível observar que o produto com maior grau de bonderização apresenta partículas de pó com bordas mais arredondadas, devido ao processo de incorporação das partículas. Infelizmente, essa situação só pode ser observada ao microscópio, portanto, uma maneira fácil de verificar o grau de bonderização é observar a transparência do saco de plástico que contém o produto. O baixo grau de bonderização causa a adesão no saco de partículas com efeito metálico que não aderem às da tinta, reduzindo a sua transparência.
A Adapta Bonding System conseguiu uma ótima combinação de três aspectos fundamentais neste tipo de pintura: a cor, a aplicação e a segurança, que colocam a empresa na vanguarda do setor da pintura em pó.
No que se refere à cor, este processo confere ótima uniformidade estética
(efeito de cor) com diferentes parâmetros de aplicação em equipamentos e processos. Ou seja, as tonalidades ou as cores do produto são mais estáveis
quanto maior for a faixa de tolerância a variações nas condições de aplicação dos equipamentos, por exemplo, pequenas diferenças de carga eletrostática entre as pistolas de pulverização.
Na aplicação, o alto grau de bonderização permite um fluxo mais estável e impede o acúmulo de partículas metálicas no eletrodo, eliminando assim eventuais defeitos superficiais nas peças durante a pintura. Da mesma maneira que as tintas de efeito metalizado, a tecnologia dos equipamentos de aplicação também evoluiu nos últimos anos, por isso, a sua atualização e correta manutenção irão permitir melhores resultados.
A segurança garantida pela utilização de um produto com características técnicas com faixas de qualidade restritas significa melhor produtividade
e permite maior número de recuperações no processo de aplicação e maior nível de transferência entre pulverização e a peça.
Comparação entre tecnologia de bonderização tradicional e Adapta Bonding System
Tecnologia
|
Recirculação 1
|
Recirculação 2
|
Recirculação 3
|
Inc. Normal Dry Blend
|
ΔL= -1.98
|
ΔL= -3.21
|
ΔL= -3.82
|
ADAPTA Bonding System
|
ΔL= -0.22
|
ΔL= -0.35
|
ΔL= -0.84
|
(*) Teste realizado em poliéster de efeito metalizado sem TGIC (9006).
A utilização de um produto com alto grau de bonderização não garante a obtenção da cor, nem das tonalidades desejadas. São várias as causas de variações de aspecto/cor das tintas em pó de aspecto metálico, tais como: tensão de aplicação (Kv), limitação de amperagem (µA), distância entre as pistolas de pulverização e as peças, espessura da camada depositada na peça, tipo de equipamento e estruturas, etc. Por isso, além de utilizar um pó com alto grau de aderência como os produzidos com a mais moderna tecnologia Adapta Bonding System, a Adapta Color aconselha observar as seguintes recomendações:
- Lote de tinta. Para obter uniformidade do efeito cromático, é aconselhável usar apenas o mesmo lote para pintar todo o trabalho. Devido à correlação entre as condições, parâmetros e os métodos de aplicação e a cor, o aspecto e o acabamento dos produtos, é altamente aconselhável fazer um protótipo e uma aplicação industrial na sua fábrica para verificar o resultado, a precisão da cor e a reprodução.
- Suspensão das peças. Para evitar diferenças cromáticas causadas por reflexos de cores, especialmente no caso de produtos multicor, metalizados e/ou transparentes, os elementos devem ser pendurados na mesma direção durante a aplicação e durante a montagem. Recomendamos o uso de um sistema de detecção de peças para ligar e desligar as pistolas de pulverização em casos de grandes espaços entre as estruturas ou as peças.
- Tensão. Para evitar a separação das partículas, recomenda-se a aplicação com tensões eletrostáticas acima de 70 Kv. Para garantir uma distribuição homogênea é preferível usar a tensão máxima do equipamento.
- Distância da peça. Para evitar fenômenos de repulsão eletrostática causados pela retroionização, para obter uma boa aplicação é necessário manter uma distância adequada (mínimo 30 cm da pistola à peça).
- Contatos. Os contatos com a peça a ser pintada devem estar extremamente limpos, desta forma pode-se manter uma boa condutividade até a cadeia. Ao usar produtos formulados com pigmentos perolados, deve se prestar muita atenção e certificar-se de ter uma boa ligação terra.
- Pressões. Uma pressão de ar ligeiramente maior do que o normal irá ajudar a limpar o cabeçote e evitar a formação de bolhas nos bicos. A pressão do pó pode ser adaptada à superfície que deve ser pintada, levando em consideração que quanto maior a pressão do pó, ele sai com menos carga eletrostática.
- Bicos. Um bico a cogumelo é mais útil para pintar peças planas, enquanto os jatos planos dão melhores resultados na pintura de cantos e perfis.
- Pistolas. Os equipamentos mais modernos equipados com cabeçotes autolimpantes e dispositivos de captura de íons livres (supercorona) podem oferecer melhores resultados.
- Cabines e ciclones. A recuperação de tintas metalizadas nem sempre é possível e depende do tipo de cabine, da geometria e da eficiência do ciclone e, claro, do tipo de peça que deve ser pintada. Se se tratar de pintura de chapas, haverá uma liberação de 70-80% e, no caso da pintura de tubos, é possível obter 25-30% com o consequente aumento dos ciclos de reciclagem e a correspondente perda de partículas.
- Tanques. É preferível aplicar de tanques de leito fluido, em vez de diretamente do recipiente. Mantenha sempre a maior porcentagem possível de pó virgem.