DAB Pumps, a company specialising in water pumping solutions, has decided to invest in a new state-of-the-art coating plant for the sustainable, high-quality finishing of its cast iron products. Developed in collaboration with Lesta, Wagner, Sherwin-Williams, and Deteco, the line incorporates the latest technologies in automation, energy efficiency, eco-friendly coating products, corrosion resistance, and quality standards.
Water is life. It is the essential resource that supports natural ecosystems, agriculture, industry, energy, and our daily lives. Its effective management, from collection to distribution, reuse, and control, is currently a global priority. The industry of water pumping, management, conservation, and protection systems has a central role in this, ensuring water is available where and when it is needed, in an efficient, safe, and controlled manner. Pumps are employed to move and regulate water flows in many areas, from agriculture and rainwater drainage to the pressurisation of residential and commercial buildings. Historically, their use has been strongly affected by seasonality, particularly in the agricultural sector, where the cyclical nature of water availability has influenced the design and implementation of pumping systems designed to respond to predictable and relatively stable conditions. In recent years, however, this balance has become increasingly unpredictable. Extended periods of drought have alternated with years characterised by intense and sudden rainfall, changing the demand for water management solutions. In some cases, the need for pumps has decreased, and in others, it has increased suddenly. Seasonality no longer follows regular patterns, and companies specialising in the pump sector are facing new challenges as they adapt to a constantly changing scenario.
DAB Pumps Spa (Mestrino, Padua, Italy) manufactures and develops water pumping solutions for a broad range of applications. For over fifty years, it has been committed to innovating and addressing critical issues in water management while meeting current market demands. Within its production facilities, it researches, designs, engineers, manufactures, and coats a wide range of pumps and components necessary for its water handling systems. A few years ago, it felt the need for a new liquid coating plant devoted to one of its product ranges, which, in line with the strategic direction it had been following for some time, had to be a technologically advanced, efficient, safe, and above all, low environmental impact solution. In particular, DAB Pumps had three main sustainability-related requirements: to increase corrosion resistance by using water-based coatings; to minimise overspray and limit the formation of paint sludge; and to reduce energy consumption.
Thanks to the collaboration of a working group composed of Deteco, Lesta, Sherwin-Williams, and Wagner, the company inaugurated its new plant in 2023, applying two-component water-based DTM coatings and fitted with an automatic mixing and application system, articulated robots, and energy-efficient infrared lamps for paint drying. The objectives achieved were straightforward and strategic: consistent and repeatable coating quality, higher product standards, minimised environmental impact of finishing operations, and cost containment through reduced energy, raw material, and disposal expenses.
 DAB Pumps headquarters in Mestrino (Padua, Italy). Ⓒ DAB Pumps
DAB Pumps headquarters in Mestrino (Padua, Italy). Ⓒ DAB PumpsMaking water easy
Since its foundation in 1975, DAB Pumps has established itself as a leading manufacturer of water pumping systems, offering a product range that covers residential, commercial, and irrigation applications. “We aim to deliver increasingly customised solutions based on customer needs. We define ourselves as an agile company, capable of recognising market demands as they arise and developing efficient and effective solutions promptly,” says David Chiodo, the Group’s production manager. “We operate in the water sector: 90% of our products are designed for the transportation of potable water, particularly for water boosting systems and for pressurising civil and commercial buildings. Another significant portion of our production pertains to the transportation of non-potable water, especially for irrigation or circulators used in closed-loop systems.”
This approach is also reflected in the new corporate payoff: ‘Making water easy’. “The word ‘making’ represents what we do: designing, engineering, and building innovative products and solutions that improve the everyday use of water. ‘Water’ recalls our ambition: to transport and manage this vital resource responsibly to support the communities of today and tomorrow. The word ‘easy’, finally, is the element that most characterises us and sets us apart from competitors. Our goal is to offer customers a seamless experience both during installation and operation, as well as in terms of assistance and interaction with our products.”
DAB Pumps also develops advanced interfaces and digital solutions: many products are connectable and manageable via dedicated applications, available to both end users and professional operators for constant and reliable pump monitoring. The company currently employs approximately 1,650 people worldwide, including over 950 in its operations division. It has fourteen sales offices and six representative offices across four continents. In 2025, it produced 1.9 million pumps at six manufacturing sites: four in Italy, one in Hungary, and one in China. The factory in Castello di Godego (Treviso, Italy) produces internal components for motors, while the other five sites manufacture various types of pumps, depending on product features and target markets.
Coating as a strategic choice
DAB Pumps was originally founded as a manufacturer of cast iron pumps. Over the last twenty-five years, through continuous technological development, it has complemented them with alternative options, such as plastic and stainless steel solutions, but it has never completely moved away from cast iron. In fact, it has further invested in this long-standing product range, enhancing its quality and technological standards. Indeed, in 2020, the need emerged to innovate the IN LINE cast iron pump range by building a new assembly plant. This opportunity also gave rise to the project for a new liquid coating plant, designed to revolutionise the company’s production process and integrate the most advanced technologies available on the market.
This stemmed from an idea by Piero Zen from DAB Pumps’ industrial engineering department, who was then able to involve and coordinate a pool of industry leaders. The project saw the participation of new suppliers, including Lesta, Deteco, Cester, and Movingfluid, alongside long-standing and well-established partners such as Wagner, Kendell (a Chemetall group company), and Sherwin-Williams.
Thanks to the synergy of its specialist skills and shared strategic vision, this team succeeded in turning an ambitious plan into tangible technological value. “We started from the paint product: back in 2020, we asked Sherwin-Williams to collect data and carry out specific tests to meet our need for liquid coatings with greater corrosion resistance, better adhesion to the substrate, and higher ease of application. After intensive research and development, Sherwin-Williams’ technicians developed a last-generation water-based, DTM liquid paint with high performance and sustainability characteristics in line with the latest European regulations,” explains Piero Zen. It should be noted that previously, the coating process for this product range was manual but already entailed the application of a water-based paint, though one that was less advanced in terms of formulation and performance.
 Pumps coated with the last-generation, water-based, two-component DTM product formulated by Sherwin-Williams. Ⓒ ipcm
Pumps coated with the last-generation, water-based, two-component DTM product formulated by Sherwin-Williams. Ⓒ ipcm The LEBOT MVA6 articulated robot during automatic paint application in the water-curtain booth. Ⓒ ipcm
The LEBOT MVA6 articulated robot during automatic paint application in the water-curtain booth. Ⓒ ipcmThe coating process
The coating plant was built by Deteco (Porcia, Pordenone, Italy), which developed a compact and functional system while also acting as the prime contractor for this project. The line handles the coating of cast iron pumps of various sizes, from about 7 kg to 150 kg, totalling over 400 models and variants. The pumps to be treated reach the loading area on special pallets. Here, an operator rotates them 180°, and with the help of an automatic lifting system, places them on the load bars of the power & free conveyor designed by Conveyors Nord (Inzago, Milan, Italy).
 The pneumatic paint spraying system. Ⓒ ipcm
The pneumatic paint spraying system. Ⓒ ipcmEach load bar is provided with an RFID tag, which allows the software program to monitor and track data for each product and select the corresponding treatment recipe. From the loading station, the load bars reach the water-curtain coating booth, where Sherwin-Williams’ water-based, direct-to-metal liquid paint
is applied by an articulated robot from Lesta, one of DAB Pumps’ new technology partners. “We were not familiar with Lesta’s products, but after a thorough market analysis, we opted for its automation solutions. It is a young and dynamic company, offering innovative ideas and a well-structured after-sales service programme, which was a decisive factor in our final choice,” says Piero Zen.
 The Wagner Intellimix mixing unit. Ⓒ ipcm
The Wagner Intellimix mixing unit. Ⓒ ipcmLesta’s LEBOT MVA6 robot features advanced software that automatically detects incoming parts, calls up the corresponding coating sequence, and manages colour changes, as it is constantly connected to Wagner’s Intellimix pumping system. A pneumatic spray gun is mounted on the robot’s wrist. This application configuration reduces overspray by 40-50%.
The system is also designed for automatic colour change operations to ensure high production flexibility. After coating, the pumps dwell in a flash-off area at room temperature to allow the film to settle.
The load bars then enter the drying oven. This process stage has been the focus of extensive research and development aimed at identifying an innovative and sustainable solution to avoid using excessive temperatures and, therefore, save energy and reduce the carbon footprint of the entire finishing process. In collaboration with Deteco, DAB Pumps developed a concept for a fully electric oven fitted with IR lamps, which are activated only when a part passes through, thus avoiding energy waste. The software-controlled infrared radiation system adapts the drying programmes to the characteristics of each product, identified through the RFID tag, and automatically modulates the energy emitted to ensure efficient consumption and flexible treatments. Unlike traditional methane gas ovens with hot air ventilated at 80-85 °C, the IR technology maintains the overall internal temperature at around 25-30 °C. This enables ongoing process monitoring via internal cameras, with benefits in terms of efficiency, safety, and maintenance speed,” illustrates Zen.
 The drying oven with IR lamps designed by Deteco. Ⓒ ipcm
The drying oven with IR lamps designed by Deteco. Ⓒ ipcmThe coating plant is also fitted with a booth water treatment, overspray separation, and sludge management system developed by Kendell, which has significantly improved the cleanliness of the work area and reduced water consumption. Through a floating flocculation system, sludge is efficiently removed from overspray and disposed of. Finally, sensors are distributed throughout the plant to ensure safe, controlled, and efficient functioning.
 Insulated boxes for paint preparation. Ⓒ ipcm
Insulated boxes for paint preparation. Ⓒ ipcm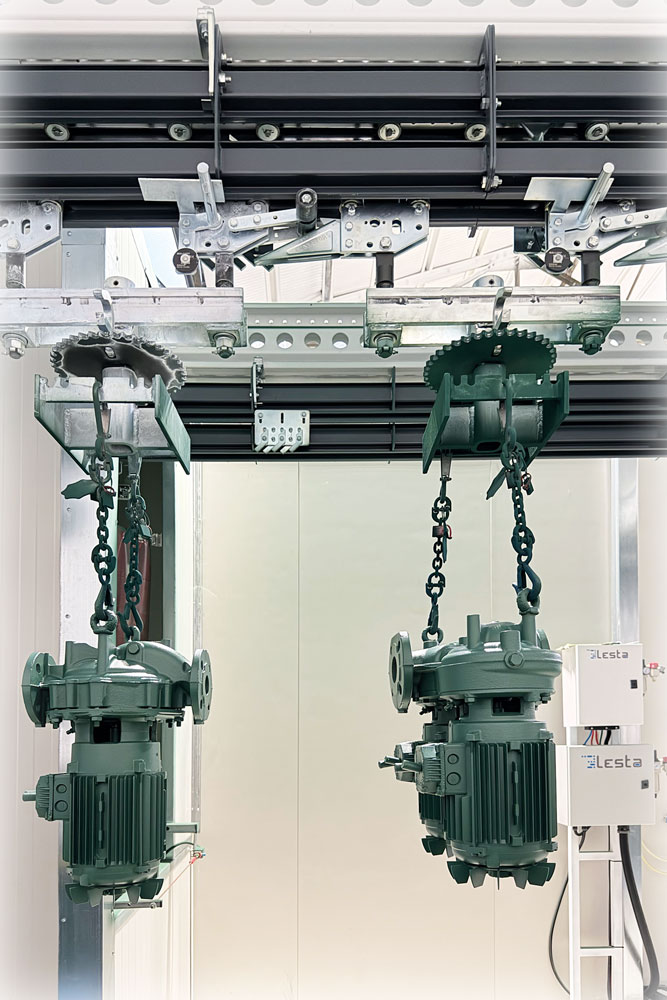 The pump coupling system on the power & free conveyor installed by Conveyors Nord. Ⓒ ipcm
The pump coupling system on the power & free conveyor installed by Conveyors Nord. Ⓒ ipcmA team of professionals for high-quality results
The combined effort of all suppliers ensured high plant performance and the achievement of DAB Pumps’ goals. Every product is now manufactured to high quality standards, with consistent and repeatable results throughout the entire process, from paint application to drying, thanks to the reliable monitoring of each operational phase. Cutting energy consumption and optimising the use of raw materials, such as coatings and water treatment chemicals, also greatly reduced costs. In addition, DAB Pumps now uses less paint than in the past because the new product is much more efficient. This also results in less sludge to be treated and lower disposal costs. Collectively, these technological advances have contributed to a tangible reduction in the environmental impact of the company’s entire production cycle. “Another aspect that should not be underestimated is the evolution of our internal skills: operators who were previously engaged in manual coating operations have been reskilled and can now independently manage and programme the system, particularly the Lesta coating robot,” notes David Chiodo.
“The operational results have been impressive right from the start. In particular, we have seen a significant increase in product quality. This new line is a virtuous example of how technological innovation can improve the work environment, safety, and the overall sustainability of production processes, as well as contributing to the professional growth of all the people involved,” concludes Zen.
 Finished pumps are sent to the coating line’s unloading station. Ⓒ ipcm
Finished pumps are sent to the coating line’s unloading station. Ⓒ ipcm The booth water treatment and overspray separation system supplied by Kendell (a Chemetall group company). Ⓒ ipcm
The booth water treatment and overspray separation system supplied by Kendell (a Chemetall group company). Ⓒ ipcm