Dradura Italia ha recentemente installato un nuovo impianto di plastificazione a letto fluido per polveri termoplastiche, sviluppato da LEM Impianti, per ampliare le possibilità di rivestimento dei componenti in filo metallico destinati al settore degli elettrodomestici.
Dai cestelli per lavastoviglie alle griglie per forni e frigoriferi fino ai portabottiglie,i componenti in filo metallico impiegati nel settore degli elettrodomestici sono chiamati a soddisfare requisiti sempre più stringenti in termini di resistenza alla corrosione, durata nel tempo, sicurezza alimentare ed estetica. Si tratta infatti di manufatti che operano in ambienti particolarmente impegnativi, essendo sottoposti a cicli di lavaggio ad alte temperature, esposizione continua a umidità, detergenti aggressivi e sbalzi termici che richiedono prestazioni elevate e costanti nel tempo. Per questo tipo di prodotti, la qualità della finitura superficiale diventa un elemento fondamentale per garantire sia perfomance funzionali sia requisiti estetici.
Tra le diverse tecnologie di trattamento superficiale disponibili sul mercato, la plastificazione si è affermata come una delle soluzioni più efficaci per la protezione e la valorizzazione di tali manufatti, in quanto consente di ottenere rivestimenti uniformi, resistenza chimica e meccanica, isolamento elettrico e una piacevole resa estetica. Allo stesso tempo, contribuisce a migliorare l’esperienza d’uso, grazie a superfici più sicure al tatto e meno soggette a danneggiamenti.
Dradura Italia, azienda specializzata nella lavorazione del filo metallico per il settore degli elettrodomestici, dispone da oltre 50 anni di un impianto di plastificazione all’interno dello stabilimento di San Donà di Piave (VE). Nell’ottica di rinnovare il proprio reparto di finitura, l’azienda ha recentemente scelto di installare un nuovo impianto di plastificazione a letto fluido. La nuova linea è progettata per consentire il rivestimento dei manufatti non solo con polveri termoplastiche a base di polietilene, ma anche di materiali polimerici di nuova generazione ad alte prestazioni. Per la realizzazione dell’impianto, l’azienda si è affidata a LEM Impianti (Carate Brianza, MB).
Il gruppo Dradura
Dradura nasce oltre 80 anni fa in Germania come piccola azienda a conduzione familiare fondata dalla famiglia Stein. Fin dagli esordi, si dedica alla produzione di componenti in filo metallico per il settore degli elettrodomestici, sviluppando nel tempo un know-how altamente qualificato. Nel corso dei decenni, l’azienda ha consolidato la propria posizione sul mercato e si è evoluta da realtà locale a gruppo industriale strutturato, senza mai perdere il focus su qualità e affidabilità del prodotto. “Questo percorso industriale ci ha permesso di affermarci come partner consolidato di alcuni tra i principali produttori internazionali di elettrodomestici, tra cui Electrolux, Liebherr, BSH Hausgeräte e Gorenje”, spiega Maurizio Scalabrino, responsabile ingegneria presso Dradura Italia srl.
“Negli ultimi anni, l’azienda ha attraversato una fase di significativa trasformazione societaria. Dradura è stata infatti acquisita da Linkk Industrial GmbH, fondo di investimento tedesco che riunisce diverse realtà attive in ambito industriale. All’interno del gruppo, rappresentiamo il polo specializzato nella lavorazione e finitura del filo metallico, inserito in un ecosistema che comprende anche aziende attive nei settori dell’automazione e della produzione di impianti per automotive, farmaceutico e medicale. Questa integrazione consente di valorizzare competenze trasversali e di sostenere un percorso di crescita orientato all’innovazione tecnologica”, continua Scalabrino.
Oggi Dradura si presenta come un player internazionale, con sede centrale nei pressi di Kaiserslautern (Germania), un centro logistico negli Stati Uniti e tre stabilimenti produttivi in Europa: a San Donà di Piave (VE) e Casale Monferrato (AL) in Italia e a Łódź in Polonia.
Dalla lavorazione del filo metallico al reparto finiture
Lo stabilimento veneto, dove è stato installato il nuovo impianto di plastificazione, è specializzato principalmente nella produzione di cestelli e griglie. Il processo produttivo di quest’ultimi ha inizio con l’approvvigionamento del filo metallico, fornito in bobine o matasse, con diametro compreso indicativamente tra 2,2 e 8 mm.
“La prima fase è quella della raddrizzatura e del taglio, eseguita tramite macchine raddrizzafilo che trasformano il materiale in barre delle lunghezze richieste. In alternativa, per alcune tipologie di componenti, vengono impiegati impianti a controllo numerico che lavorano direttamente la matassa per realizzare elementi già sagomati o pronti per le fasi successive. Segue la realizzazione del grezzo, che può avvenire attraverso processi manuali, semiautomatici o completamente automatici, a seconda dei volumi produttivi e della tipologia di prodotto. In questa fase vengono assemblati e saldati i componenti che costituiscono la struttura dei manufatti finiti. È inoltre qui che vengono predisposti eventuali elementi funzionali al successivo trattamento superficiale: per esempio, nel caso della plastificazione, i pezzi sono dotati di appositi testimoni di appensione, che saranno poi rimossi una volta terminato il processo”, spiega Scalabrino.
I componenti sono poi trasferiti nel reparto di finitura, dove Dradura dispone di un’ampia gamma di tecnologie, tra cui un impianto di zincatura, tre linee di verniciatura a polvere, una di cromatura e una di elettrolucidatura, oltre al nuovo impianto di plastificazione. “Inoltre, negli ultimi anni, in linea con l’evoluzione normativa e con una crescente attenzione alla sostenibilità, l’azienda ha sostituito l’impianto di cromatura esavalente con una linea a cromo trivalente, riducendo significativamente l’impatto ambientale e migliorando la sicurezza del processo”, prosegue.
Al termine delle operazioni di finitura, i manufatti sono sottoposti a controllo qualità e successivamente imballati secondo le specifiche richieste dei clienti.
L’importanza del processo di plastificazione e le caratteristiche tecniche del nuovo impianto
“I cestelli per lavastoviglie e le griglie per frigoriferi prodotti in questo stabilimento sono sottoposti a plastificazione perché devono garantire resistenza a cicli termici ripetuti, esposizione a detergenti aggressivi e condizioni di elevata umidità”, afferma Scalabrino.
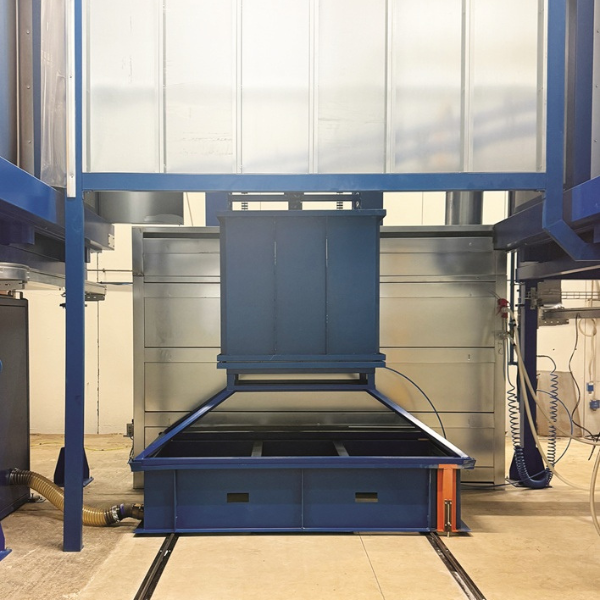
 Area di carico dei componenti sul trasportatore birotaia dell’impianto. © ipcm
Area di carico dei componenti sul trasportatore birotaia dell’impianto. © ipcmL’impianto installato da LEM Impianti è stato progettato per gestire in modo efficiente componenti caratterizzati da geometrie e masse differenti, con diametri del filo metallico fino a 8 mm. “Sul nuovo impianto è possibile operare sia con varie tipologie di polietilene, sia con nuove soluzioni in poliammide. In entrambi i casi sono stati ottimizzati i pretrattamenti in ottica di miglioramento della sostenibilità ambientale.”Sul nuovo impianto, il ciclo ha inizio con l’appensione manuale dei componenti sul trasportatore birotaia che li convoglia verso il forno di preriscaldo ibrido, alimentabile a gas o elettricità. “La temperatura viene regolata accuratamente affinché la massa metallica raggiunga il livello termico richiesto per garantire un’adeguata inerzia termica. Successivamente, i componenti vengono immersi nella vasca a letto fluido”, afferma Paolo Sala, titolare di LEM Impianti.
 Vasca di immersione a letto fluido. © ipcm
Vasca di immersione a letto fluido. © ipcm Ingresso dei componenti nel forno di polimerizzazione a campana. © ipcm
Ingresso dei componenti nel forno di polimerizzazione a campana. © ipcmL’impianto è dotato di due sistemi di alimentazione della polvere OptiFeed BigBag di Gema, progettati per il trasporto e la gestione della polvere contenuta nei sacchi BigBag. Dopo l’applicazione del rivestimento termoplastico, i componenti sono prima trasportati verso il forno di polimerizzazione a campana, e poi in un polmone di accumulo e, una volta raffreddati, scaricati manualmente dall’operatore. Dopo lo scarico, l’operatore può rimuovere manualmente il testimone di appensione e, se necessario, ritoccare il manufatto.
 Polmone di accumulo per lo stoccaggio dei pezzi in attesa del raffreddamento. © ipcm
Polmone di accumulo per lo stoccaggio dei pezzi in attesa del raffreddamento. © ipcm Sistema di alimentazione della polvere OptiFeed BigBag di Gema. © ipcm
Sistema di alimentazione della polvere OptiFeed BigBag di Gema. © ipcm Bianco, nero, grigio antracite e light sono fra i colori più richiesti nel settore della refrigerazione. © ipcm
Bianco, nero, grigio antracite e light sono fra i colori più richiesti nel settore della refrigerazione. © ipcm“L’impianto è caratterizzato da un’elevata flessibilità operativa e funziona sia in modalità automatica, mediante l’utilizzo di ricette preimpostate, sia in modalità manuale, con la possibilità di impostare e regolare singolarmente ogni parametro di processo, in funzione delle specifiche esigenze produttive. La configurazione dell’impianto consente di operare con un numero ridotto di collaboratori, coinvolti esclusivamente nelle fasi di carico e scarico, mentre il resto del processo si svolge all’interno di un sistema completamente controllato e protetto da barriere dotate di dispositivi di interblocco, per garantire la sicurezza operativa”, continua Sala.
La sfida della poliammide e il ruolo del partner impiantistico
Nel processo di plastificazione, la possibilità di utilizzare differenti materiali polimerici consente di rispondere a specifiche esigenze applicative. Il polietilene rappresenta una soluzione consolidata per numerose applicazioni standard, anche in condizioni di esercizio a basse temperature, e può essere additivato con sostanze specifiche per migliorarne la resistenza ai raggi UV o prevenire fenomeni di ingiallimento nel tempo.
Accanto a questa tecnologia, l’evoluzione delle richieste di mercato sta favorendo l’introduzione di materiali più performanti, come alcune varianti di poliammide. Questo materiale offre prestazioni superiori in termini di resistenza meccanica, all’abrasione e alla corrosione, ampliando le possibilità applicative ma introducendo al contempo un processo più complesso. La poliammide, infatti, richiede condizioni operative più spinte rispetto al polietilene, in particolare per quanto riguarda le temperature di lavorazione e la gestione del ciclo termico. Tali caratteristiche rendono necessaria un’accurata ottimizzazione delle fasi di preriscaldo, immersione e polimerizzazione.
Nel caso del nuovo impianto a letto fluido installato presso Dradura, la sfida è stata quella di ottimizzare i parametri di processo per lavorare con entrambi i materiali. Se per il polietilene le condizioni operative si attestano su temperature più basse, la poliammide ne richiede di più elevate, oltre a specifiche dinamiche di raffreddamento con eventuale shock termico in acqua. “In questo periodo di sviluppo, il contributo di LEM Impianti si è rivelato determinante: l’azienda sta infatti affiancando il team nella messa a punto del processo, fornendo il suo supporto tecnico e il suo know-how.”
 Griglie per frigoriferi dopo il processo di plastificazione. © ipcm
Griglie per frigoriferi dopo il processo di plastificazione. © ipcm“Inoltre, la flessibilità dell’impianto, che consente di effettuare test sia in modalità automatica sia manuale, ha permesso di sperimentare diverse configurazioni applicative e di accelerare l’ottimizzazione dei parametri, riducendo i tempi di sviluppo e migliorando la conoscenza del comportamento dei materiali”, prosegue Scalabrino.
Innovazione continua per affrontare le sfide del futuro
Il percorso intrapreso da Dradura negli ultimi anni testimonia come anche in un settore altamente consolidato sia possibile introdurre innovazione concreta attraverso interventi su tecnologie, processi e materiali. Gli investimenti realizzati nel reparto finiture e, in particolare, l’installazione del nuovo impianto di plastificazione a letto fluido sviluppato da LEM Impianti rappresentano un passo significativo verso una produzione più efficiente, sostenibile e orientata alla qualità. Parallelamente, l’apertura verso materiali ad alte prestazioni, come la poliammide, conferma la volontà dell’azienda di soddisfare le evoluzioni del mercato e ampliare le proprie competenze tecnologiche.
“La scelta del partner tecnologico è stata il risultato di un’attenta valutazione tecnica e del livello di supporto offerto. Determinante è stata anche la collaborazione già avviata: LEM Impianti ha sempre garantito continuità nella manutenzione di alcuni impianti installati precedentemente da Dradura e ha fornito un’assistenza tecnica puntuale quando necessario. Questo aspetto è stato fondamentale per individuare un interlocutore in grado non solo di fornire la tecnologia, ma di affiancarci come vero e proprio partner”, afferma Scalabrino.
“Sebbene l’impianto sia in funzione da pochi mesi e siano ancora in corso attività di test sui vari rivestimenti, tra i principali benefici riscontrati rientrano la semplificazione delle operazioni di pulizia della vasca e la significativa riduzione dei tempi di cambio colore, grazie al sistema automatizzato OptiFeed di Gema.
Parallelamente, si evidenziano un miglioramento della finitura superficiale e un incremento della sicurezza per gli operatori, ottenuti attraverso la riprogettazione ergonomica delle fasi di carico e scarico, la riduzione delle attività manuali più gravose e l’introduzione di barriere di protezione.
L’automazione del ciclo e l’ottimizzazione del layout impiantistico hanno inoltre consentito una riduzione del numero di addetti necessari, con una conseguente razionalizzazione delle risorse e una migliore organizzazione del lavoro.
Infine, un elemento chiave riguarda la sostenibilità del processo produttivo. L’introduzione di un sistema ibrido gas/elettrico, unita alla maggiore efficienza energetica dei forni e alla riduzione delle dispersioni termiche, contribuisce a contenere i consumi energetici e il footprint ambientale complessivo dell’impianto. E, in quest’ultimo periodo caratterizzato da crescente attenzione ai costi dell’energia, rappresenta un fattore strategico di primaria importanza”, conclude Scalabrino.