Per ampliare il range dei settori di riferimento e proporsi come ‘fabbrica del futuro’ della componentistica automotive, servono impianti di verniciatura evoluti come quello progettato dalla divisione Varnish Tech di Trasmetal, per lo stabilimento di Oderzo del gruppo Prima Sole Components. Basata su un sistema di movimentazione a skid in sostituzione del tradizionale convogliatore birotaia, la nuova linea consente la verniciatura intensiva di componenti di grandi dimensioni grazie all’introduzione di robot contrapposti mutuati dal comparto automotive, che ne aumentano flessibilità e capacità applicativa.
Quando immaginiamo una fabbrica di auto avveniristica, la mente corre subito ai bracci robotici che si muovono all’unisono, alle scintille di saldatura che illuminano catene di montaggio interminabili e scocche d’auto che scorrono silenziosamente tra verniciatura, sigillatura e assemblaggio. È una visione che sembra uscita dalla fantascienza, eppure nasce da una realtà industriale molto concreta: l’automotive è da oltre un secolo il laboratorio dove automazione, precisione e produzione di massa raggiungono la loro massima espressione.
Non è un caso, quindi, che il concept stesso di “fabbrica del futuro” assuma la forma di una linea produttiva automotive perfettamente sincronizzata. PSC Prima Sole Components, un gruppo che opera nel settore della componentistica in plastica per automotive e altri mezzi di trasporto e per elettrodomestici, specializzato soprattutto in sistemi per esterni e interni vettura, ha riprodotto nella sua sede di Oderzo (Treviso) lo stesso scenario: in risposta al perdurare di una situazione globale ancora instabile per il settore, il Gruppo si è posto come obiettivo il rinnovamento e la modernizzazione dei processi produttivi, sia per rispondere alle sfide della decarbonizzazione, in linea con gli obiettivi fissati a livello europeo dal Green Deal per il 2030, sia per integrare tecnologie emergenti come l’intelligenza artificiale nei modelli organizzativi e industriali allo scopo di ottimizzare le performance produttive, migliorare la qualità dei prodotti e rendere più efficiente la gestione organizzativa.
Con i suoi 70.000 m² di superficie produttiva e circa 450 dipendenti, lo stabilimento di Oderzo del gruppo PSC rappresenta uno dei poli industriali più ampi del territorio. Il sito è organizzato in tre reparti operativi dedicati allo stampaggio a iniezione delle materie plastiche, alla verniciatura con tre impianti dedicati e alle attività di incollaggio e assemblaggio dei prodotti finiti. Uno degli investimenti più recenti ha riguardato proprio il reparto di verniciatura: per questo progetto PSC si è affidata a Varnish Tech - ora Trasmetal - che aveva già collaborato per l’impianto installato presso lo stabilimento dell’azienda in Polonia.
L’obiettivo era realizzare un innovativo impianto su due livelli, capace di rispondere alla crescente esigenza di differenziazione dei mercati e al conseguente incremento dei volumi produttivi, garantendo al tempo stesso la verniciatura di componenti di grandi dimensioni. In collaborazione con il team tecnico della divisione Varnish Tech, l’azienda opitergina ha introdotto una tecnologia tipica del settore automotive, quella dei robot contrapposti, che ha consentito di superare alcuni limiti applicativi legati alla complessità di determinati componenti, mantenendo elevati standard di efficienza produttiva.
Prima Sole Components: l’hub della componentistica automotive
La storia di PSC si intreccia con l’evoluzione dell’industria auto e motomotive, con la verniciatura come elemento centrale del proprio sviluppo. Nata nel 1973 nel settore dell’arredamento, l’azienda si riconvertì negli anni Ottanta alla produzione di componenti per automotive, aeronautica e ferroviario, avviando collaborazioni con importanti gruppi industriali e ottenendo nel 1987 il primo contratto con Fiat Auto per componenti plastici per esterni vettura.
Tra la fine degli anni Ottanta e gli anni Novanta PSC consolidò il proprio know-how attraverso la fondazione di Prima I.Ver., specializzata nella verniciatura di materie plastiche, ampliando al contempo il proprio mercato verso clienti internazionali. Negli stessi anni il gruppo entrò anche nel settore motomotive con Metalplastic, dedicata alla produzione e verniciatura di componenti plastici per motocicli, e rafforzò ulteriormente le proprie competenze nella verniciatura con l’acquisizione di Tecnoproduct di Sezze (Latina), poi rinominata Tecnoprima. Parallelamente, PSC diversificò la propria attività entrando nel settore degli elettrodomestici con la creazione di P.A.D., stabilimento dedicato a Merloni Elettrodomestici.
Dopo l’avvio del processo di internazionalizzazione nei primi anni Duemila, il gruppo completò una fase strategica della propria espansione nel 2010 con l’acquisizione di Plastal Italia, poi Sole S.p.A., includendo anche lo stabilimento di Oderzo, oggi uno dei siti di riferimento per la produzione e la verniciatura di componenti plastici destinati ai settori automotive e motomotive.
“Lo stabilimento di Oderzo” – spiega il CEO della sede opitergina – “nasce nei primi anni Sessanta come Società Opitergina Lavorazioni Elettromeccaniche, di proprietà Electrolux. Nel 1993 venne avviata una joint venture con Plastal, gruppo svedese che, in seguito alla crisi del 2008, fallì portando le sue controllate a essere acquisite da altri gruppi industriali: lo stabilimento di Oderzo entrò così a far parte di Prima Sole Components”.
Oggi la divisione opera in quattro settori principali e collabora i più importanti OEM internazionali del comparto automotive, truck, motomotive e light vehicles.
Un ciclo produttivo orientato alla qualità
La sede di Oderzo, insieme agli stabilimenti di Suzzara (Mantova) e Pontedera (Pisa), appartiene alla divisione termoplastica del gruppo, mentre i siti di Scanzorosciate (Bergamo) e Hörgertshausen, in Baviera, costituiscono la divisione termoindurente.
All’interno della sede opitergina, il reparto di stampaggio è organizzato secondo un modello produttivo basato su isole automatizzate avanzate, dedicate alla realizzazione di componenti per il settore automotive e motomotive secondo i più elevati standard qualitativi.
Il reparto integra inoltre diverse fasi automatizzate di assemblaggio, applicazione accessori e controllo qualità direttamente a bordo macchina, oltre a tecnologie avanzate come il taglio laser. Tra le applicazioni più evolute rientrano componenti con finiture soft-touch destinati ai veicoli industriali, sviluppati per rispondere ai requisiti dei segmenti premium del mercato.
Oggi lo stabilimento integra diversi cobot distribuiti nei reparti produttivi e avanzati sistemi di video management, soluzioni tecnologiche già ampiamente adottate nell’area di stampaggio e oggi progressivamente estese anche al reparto di verniciatura.
Il reparto di verniciatura
Nello stabilimento di Oderzo sono operativi tre impianti di verniciatura. Il primo, installato nel 2011 e successivamente integrato con una seconda cabina nel 2019, è composto da due cabine e quattro robot ed è destinato al rivestimento di griglie e manufatti per interni ed esterni vettura di piccole dimensioni. Il secondo impianto, anch’esso avviato nel 2011, comprende tre cabine a velo d’acqua e sei robot di verniciatura in cabine.
Il terzo impianto, denominato NIVE, è dotato di con tre cabine e dieci robot. Commissionato a Varnish Tech, che successivamente si è fusa con la società milanese Trasmetal, all’interno della quale è oggi una divisione specializzata nella verniciatura a spruzzo, l’impianto è stato finalizzato nel 2026 e rappresenta la soluzione più evoluta. “La principale differenza tra gli impianti” – spiega il responsabile dello stabilimento – “risiede nel layout dei dispositivi automatizzati: mentre nei primi due i robot sono disposti frontalmente, nel NIVE sono collocati con una logica impiantistica che consente una maggiore flessibilità dei cicli produttivi. Inoltre, nel caso dell’impianto del 2011, il funzionamento in continuo ha richiesto un tunnel di pretrattamento più lungo, mentre la configurazione a skid adottata nei due impianti più recenti permette di modulare meglio i tempi delle singole fasi di processo”.
Sono stati inoltre introdotti accorgimenti tecnologici particolari, come l’inserimento di robot di soffiatura dopo il pretrattamento sia nel secondo impianto sia nel NIVE, con diverse modalità di applicazione di prodotti mono-componente rispetto ai prodotti bi-componente. Differenze significative riguardano anche la gestione delle fasi di applicazione: nel secondo impianto la finitura finale viene applicata nella seconda cabina, mentre nel NIVE tale fase è stata rivista per ragioni di stabilità di processo. “Nell’impianto Trasmetal le condizioni sono tali da mantenere costante l’aerologia interna e garantire un controllo più stabile di viscosità e comportamento del film”.
 Le 3 cabine di verniciatura in sequenza. © ipcm
Le 3 cabine di verniciatura in sequenza. © ipcm
Caratteristiche principali dell’impianto NIVE
“L’impianto è composto da una serie di skid in grado di sostenere manufatti di grandi dimensioni e di elevato, distribuiti nelle diverse stazioni della linea”, spiega il responsabile del reparto di verniciatura. “La prima è l’area di carico, dove ogni skid viene allestito con i dispositivi di appensione necessari e, a seguito della ricezione dell’ordine da parte della logistica, viene avviato il ciclo produttivo”.
Dopo questa fase, i componenti sono condotti verso un tunnel di pretrattamento automatico. Al termine del tunnel è stata installata una stazione di soffiatura robotizzata, nella quale due robot operano in sequenza sui due lati del componente, con programmi differenziati in funzione del manufatto.
 L’ingresso nel tunnel di pretrattamento. © ipcm
L’ingresso nel tunnel di pretrattamento. © ipcm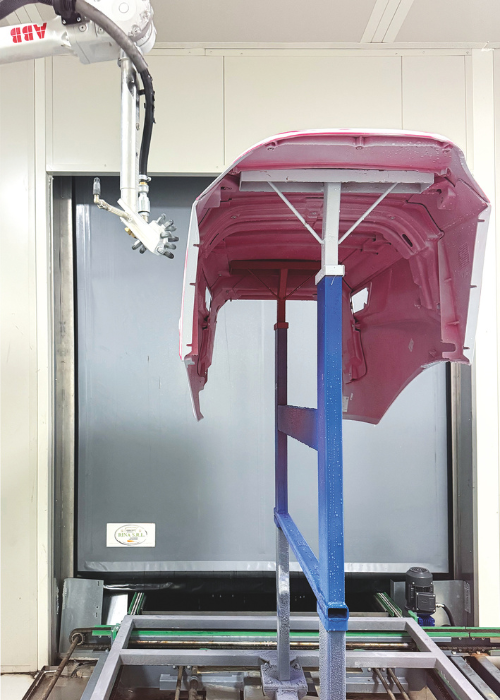 Il robot per la soffiatura robotizzata. © ipcm
Il robot per la soffiatura robotizzata. © ipcmDopo la soffiatura, gli skid conducono i pezzi al forno di asciugatura, e poi all’interno di una stazione di rotazione, che ne assicura il corretto posizionamento prima dell’ingresso nella prima cabina di verniciatura. In questa fase è prevista anche una zona di stabilizzazione termica, che consente il raffreddamento progressivo dei componenti fino alla temperatura ambiente, riducendo lo shock termico in ingresso alla verniciatura”, continua il tecnico.
Il processo entra quindi nella fase di verniciatura, che si apre con una stazione di attivazione superficiale, necessaria per il trattamento di materiali a bassa energia superficiale che richiedono un trattamento preliminare per garantire l’adesione del rivestimento. “Segue la cabina per l’applicazione della prima mano, dotata di due robot contrapposti, quindi una stazione di appassimento intermedio e il passaggio alla seconda cabina, nella quale viene applicato il basecoat. Nella terza cabina vengono invece applicati, a seconda delle specifiche, il trasparente o lo smalto a finire, oppure è previsto il semplice transito nel caso di cicli differenziati. Infine, dopo un breve appassimento, i pezzi entrano nel forno di essiccazione”, prosegue.
 La cabina per l’applicazione del basecoat. © ipcm
La cabina per l’applicazione del basecoat. © ipcm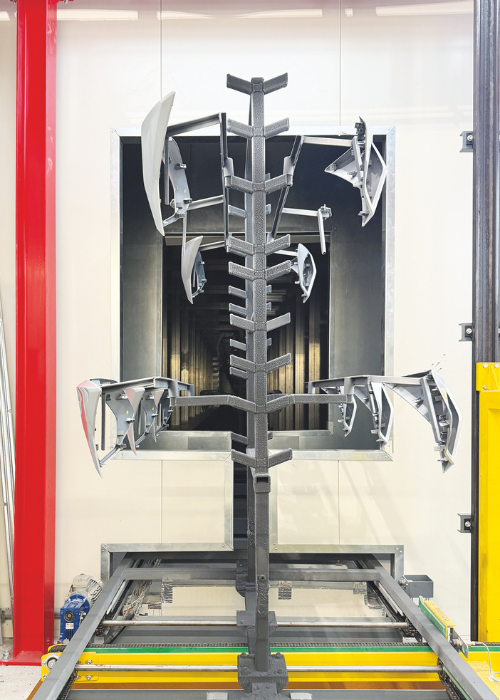 L’uscita dal forno di cottura. © ipcm
L’uscita dal forno di cottura. © ipcmUsciti dal forno, i componenti vengono trasferiti a un discensore che solleva i pezzi per consentirne il raffreddamento controllato fino a temperature idonee alla movimentazione manuale e alle successive operazioni di imballaggio. In caso di componenti di elevato peso, come i manufatti SMC, il sistema è supportato da manipolatori dedicati sia in fase di carico sia di scarico, secondo una logica ergonomica a “gravità zero” che riduce il carico operativo sugli addetti e consente la gestione di pezzi anche di peso elevato. La linea termina con una stazione di controllo qualità del pezzo verniciato: tutti i componenti vengono ispezionati al 100% in uscita dall’impianto per l’invio al reparto di assemblaggio finale.
La digitalizzazione come strumento di crescita
La trasformazione digitale rappresenta uno degli elementi chiave nell’evoluzione del modello produttivo dello stabilimento. “Attraverso sistemi avanzati di supervisione e monitoraggio, l’azienda è in grado di supportare la continuità produttiva, migliorare la pianificazione delle attività e garantire maggiore stabilità ai flussi operativi.
Le principali variabili di processo vengono costantemente controllate tramite sistemi automatizzati progettati per assicurare elevati standard di affidabilità e qualità. L’integrazione di strumenti digitali di monitoraggio e tracciabilità consente inoltre una gestione più efficiente delle attività produttive e un controllo continuo delle performance dell’impianto”, spiega il tecnico.
A supporto della progettazione e dell’ottimizzazione dei processi vengono impiegate tecnologie avanzate di simulazione virtuale, utilizzate per validare le soluzioni adottate e migliorare l’efficienza operativa nelle diverse fasi produttive.
La gestione integrata dei dati produttivi rappresenta un ulteriore elemento strategico del modello industriale adottato dal gruppo, contribuendo a rafforzare il livello di coordinamento tra le diverse aree operative e a supportare processi decisionali sempre più rapidi ed efficaci.
“Nel complesso, la digitalizzazione si configura come un fattore abilitante fondamentale per consolidare il ruolo di PSC come partner strategico per il settore automotive e per lo sviluppo di soluzioni industriali innovative, orientate a qualità, efficienza e sostenibilità”, prosegue il CEO.
La fabbrica del futuro per la componentistica automotive
“L’impianto realizzato da Varnish Tech è stato inizialmente concepito per la verniciatura di cofani di grandi dimensioni, ma nel tempo il raggio applicativo si è progressivamente ampliato, includendo nuovi segmenti e tipologie di prodotto. Oggi – conferma il team di PSC – siamo in grado di verniciare anche altri manufatti, come le calandre dei furgoni, e abbiamo in programma nuove applicazioni al fine di abbracciare nuovi mercati strategici”.
“La scelta di Varnish Tech è stata guidata dalla qualità costruttiva rilevata nell’impianto realizzato in Polonia”, prosegue il team di PSC, “e confermata dall’affiancamento costante del fornitore di seguire il progetto in tutte le sue fasi, a partire dalla realizzazione della struttura destinata ad ospitare la linea fino all’assistenza post-vendita. Si tratta di una tecnologia impiantistica differente rispetto agli standard tradizionali, che sostituisce il sistema di trasporto birotaia con una logica a skid, intrinsecamente più complessa ma più flessibile nella gestione del flusso produttivo e mutuata dal comparto automotive. È proprio questa flessibilità a definire la direzione della manifattura del futuro: non più linee rigide e verticali, ma piattaforme produttive capaci di adattarsi a prodotti, mercati e volumi diversi senza perdere efficienza”.